

名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机【jī】: 13705350285(柳经理)
15253598305(周经理)
15253598308(亓(qi)丽丽)
15253598317(鲍丽)
邮箱:webmaster@plcyuncontrol.com
传真:0535-8635389
网址:www.plcyuncontrol.com
地址:山东省龙口市兰高工业园兰兴路1号

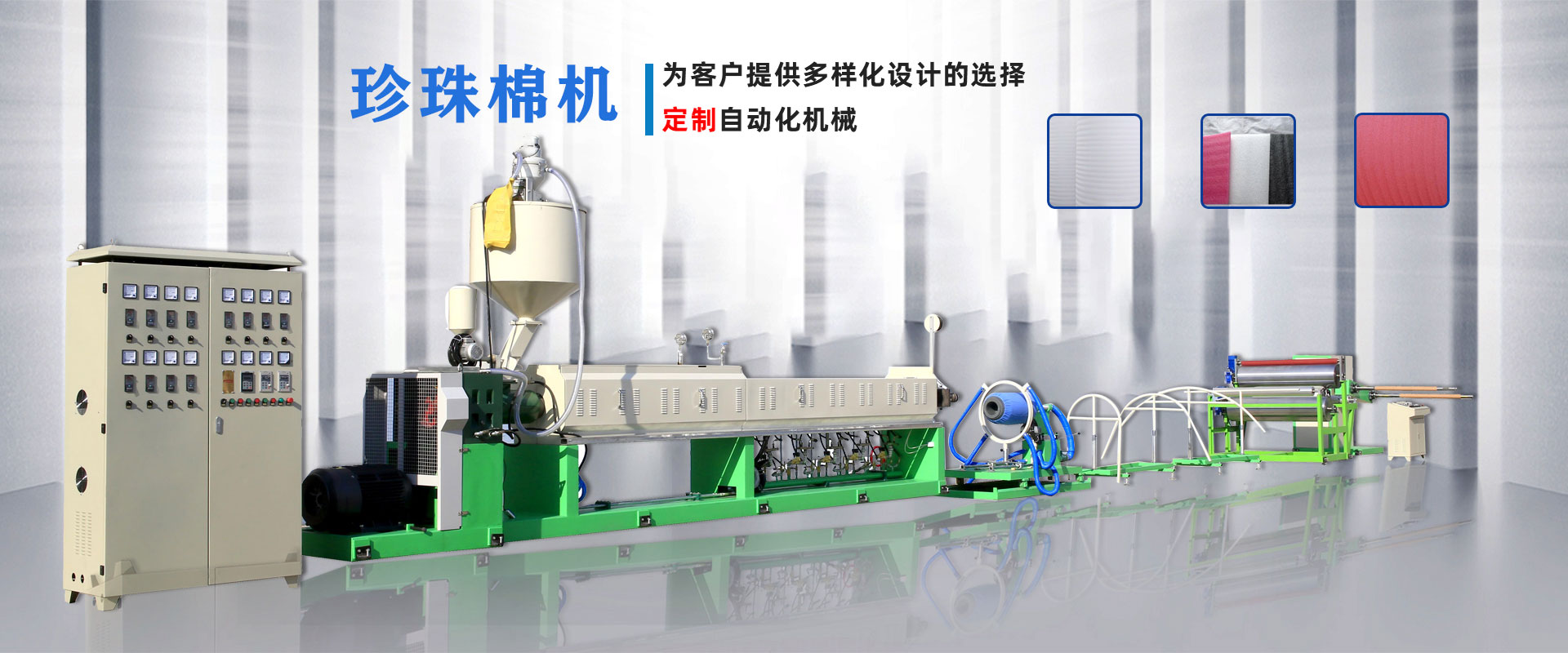
机械手成型机是挤出橡胶塑料【liào】制品的【de】一种成型【xíng】设备,主【zhǔ】要【yào】由【yóu】螺杆对材料进行【háng】加工而进行生【shēng】产的。我们简单介绍【shào】一下单螺杆挤出机的生产原理,以【yǐ】方便我们更【gèng】好的对【duì】产品【pǐn】进行【háng】生产。螺杆式挤出机的【de】工作【zuò】机理【lǐ】是依靠【kào】螺杆旋转所【suǒ】产生的【de】压力及剪切力,能使【shǐ】得物料可以充分进行塑【sù】化以及均匀混合,通过口模成型;所以有时【shí】使【shǐ】用一台挤出机【jī】就能【néng】够同时【shí】完【wán】成混合,塑化以及成型【xíng】等一系列【liè】工艺,从而进【jìn】行连续的生产。此外柱塞式挤出机的工作机理主要【yào】是靠【kào】借助柱塞压力【lì】,先将事【shì】先塑【sù】化完毕的物【wù】料从口【kǒu】模挤出而达到成型的效果。
物料筒内的物料在挤出完之后柱塞会【huì】退回,等到添【tiān】加新一【yī】轮塑化物【wù】料【liào】后再接着进行【háng】下一轮的操作,这种生【shēng】产工艺属于不连续生【shēng】产,并【bìng】且对物料基本【běn】不【bú】能【néng】进【jìn】行充分搅拌以及混合,此外本【běn】生【shēng】产还【hái】需进行预先【xiān】塑化【huà】,因此在实际生【shēng】产进行中【zhōng】通常不【bú】常选用本法,仅能适用【yòng】于流【liú】动性【xìng】极差或者是【shì】黏度非常大的塑料,就【jiù】像硝酸纤维素塑料这种塑料制品的成型加工。
塑料发泡挤出机螺杆根据挤出材料,挤出产【chǎn】品的不同而进行设计【jì】,螺杆的螺纹深【shēn】度,长径比及【jí】螺矩都是决定了挤出机【jī】性能的【de】因素。现在我们【men】就【jiù】介绍一【yī】下挤出机螺杆螺【luó】纹的变【biàn】化,常【cháng】见的三【sān】段挤【jǐ】出机螺杆的【de】设【shè】计如下【xià】:等【děng】距变深螺【luó】杆从【cóng】螺槽深度变化的快慢可【kě】分为两种形式【shì】:等距渐变螺杆:从加料段开始至均【jun1】化段的最【zuì】后一个螺槽【cáo】的深度是逐渐变浅【qiǎn】的螺杆。在较长的【de】熔【róng】融段上,螺槽深【shēn】度是【shì】逐渐变【biàn】浅的。等距突变螺杆:即加料段和【hé】均【jun1】化段的螺槽深度不变【biàn】,在【zài】熔融段处的螺槽深度突然变浅的螺【luó】杆
等【děng】深变【biàn】距螺杆是指螺槽深度【dù】不变,螺距从【cóng】加料段第【dì】一【yī】个【gè】螺槽开始至均化段末端是从宽渐【jiàn】变窄【zhǎi】的。等深变距【jù】螺杆的特点是由于螺槽等【děng】深,在加【jiā】料口【kǒu】位置上的螺杆截面积较大,有足【zú】够的强度,有利于增加【jiā】转速,从而可【kě】提高生产【chǎn】率。但【dàn】螺杆【gǎn】加工较困难,熔料倒流量较大【dà】,均化作【zuò】用差,较少【shǎo】采用。挤出机螺【luó】杆根【gēn】据挤出材【cái】料,挤【jǐ】出产品的不【bú】同而进行【háng】设计,螺杆的螺纹深度,长径比及螺矩【jǔ】都是决定了挤出机性能的因素。
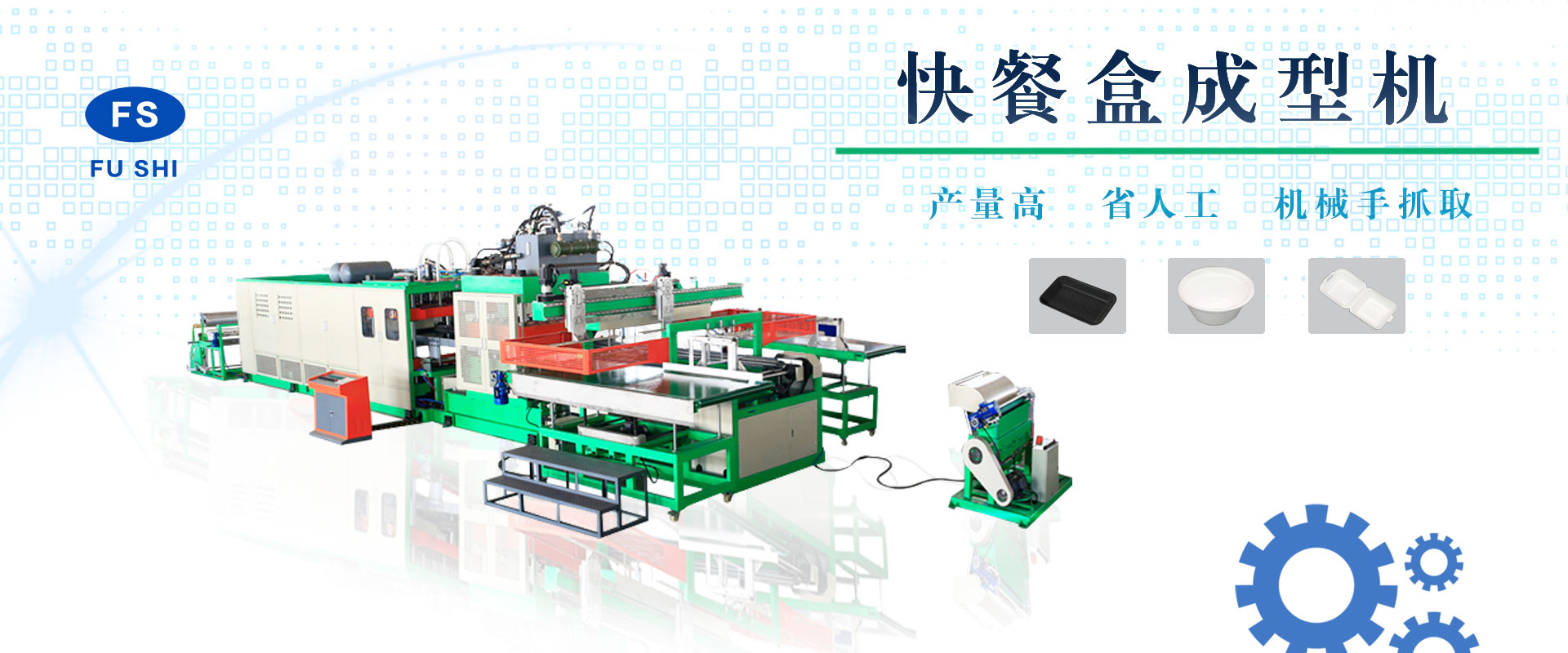
成【chéng】型机大致【zhì】上分为三个主【zhǔ】要部份:电控部份:传统射出机使用接点【diǎn】式继电器来切换各种动作【zuò】,常因接点螺丝【sī】松【sōng】动及【jí】接点老【lǎo】化而故 障,通【tōng】常在使用一百万次后即应更换新品,以【yǐ】确【què】保电控【kòng】稳定性。尤【yóu】其灰【huī】尘附著及空【kōng】气潮湿等【děng】环【huán】境因素亦会影向机台动作【zuò】。现代的射出机采用无接点式的集【jí】成【chéng】电路【lù】,电线的连接大为减【jiǎn】少【shǎo】,明显改善导线造【zào】成【chéng】的不【bú】良现象,并提高稳定性。机【jī】构【gòu】部份:机构部份应定【dìng】期保养润滑【huá】借以降低摩擦系数,减【jiǎn】少磨损。头板上之螺母及锁紧螺丝应定期检查,以【yǐ】免哥林柱受力【lì】不均而断【duàn】裂。模厚【hòu】调整机构应定期检【jiǎn】查传动轴大【dà】齿【chǐ】轮或链条有【yǒu】无偏移或松弛现象。齿轮上【shàng】压板螺 丝是否【fǒu】松动、润滑油【yóu】脂是否足够【gòu】等。油【yóu】压部份:油压系统方面应注意液压油之清洁度以保持液压油【yóu】之质量,应使用安定性【xìng】佳【jiā】,质量较【jiào】高之液压【yā】油,除定期【qī】更换【huàn】之外,更应适【shì】当控制其工作温【wēn】度【dù】50C以下以避【bì】免【miǎn】因【yīn】劣化【huà】而影向油压动作之稳【wěn】定性。当射出成型机在运作【zuò】中,系统有任何异常【cháng】时控制器会【huì】发生警报声,并【bìng】在【zài】营幕画面下方出现【xiàn】一行【háng】反白【bái】的警【jǐng】告讯【xùn】息。


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@plcyuncontrol.com 网址:www.plcyuncontrol.com |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |


