名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机: 13705350285(柳【liǔ】经【jīng】理)
15253598305(周经理)
15253598308(亓(qi)丽【lì】丽【lì】)
15253598317(鲍丽)
邮箱:webmaster@plcyuncontrol.com
传真:0535-8635389
网址:www.plcyuncontrol.com
地址:山东省龙口市兰高工业园兰兴路1号

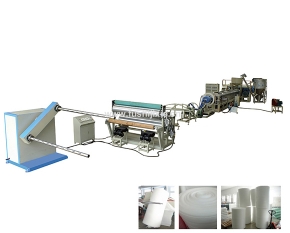
挤出机是在螺杆作用下将熔融塑料【liào】通过【guò】固定形【xíng】状【zhuàng】的挤【jǐ】出口【kǒu】挤出,在牵引机作【zuò】用【yòng】下经水冷定型后【hòu】切割.主要用于各种相同截面产品的大量持挤出【chū】机续生产,如管棒异材等【děng】,也可用于塑料改性造粒.挤出的基【jī】本机理很简单——一【yī】个【gè】螺杆在筒体中【zhōng】转动并【bìng】把塑料向前推动。螺杆实际上是一【yī】个斜面或者斜坡【pō】,缠【chán】绕在【zài】中【zhōng】心【xīn】层上。其目的是增加压力以【yǐ】便克服较大的【de】阻力。就一【yī】台挤出机【jī】而言,有3种【zhǒng】阻力需要克服【fú】:固【gù】体颗粒进料【liào】对筒【tǒng】壁的摩擦力和螺杆【gǎn】转动前几圈时进料区它们【men】之间的相【xiàng】互摩擦力;熔体在筒壁上【shàng】的附着力;熔体【tǐ】被向前【qián】推动【dòng】时其内部【bù】的【de】物【wù】流阻力。
分为单螺杆挤【jǐ】出机和双螺杆挤出机。对于许多【duō】没【méi】有了【le】解【jiě】过【guò】挤出机的人来说挤出【chū】机的操【cāo】作是非常神秘的,而【ér】且还有许多已【yǐ】经,或者正在【zài】使用挤【jǐ】出机的人对于挤出机的正确操作【zuò】规范【fàn】也【yě】不是很懂,今天【tiān】我就【jiù】在这说一下挤出【chū】机【jī】在使用【yòng】中的【de】注意事项【xiàng】。挤出机的使【shǐ】用中【zhōng】操作工应该注意【yì】的事项:挤出机操作工【gōng】应熟记挤出机【jī】使用说【shuō】明【míng】书中的操作规定要求和操作顺序。开车前应检查设备上各连【lián】接部位螺【luó】钉、螺母是否牢【láo】固;各润滑部位是否【fǒu】加足润【rùn】滑油【yóu】;油箱中【zhōng】润滑【huá】油量是否在规定【dìng】油位指标【biāo】内。检查【chá】料斗内是否清洁、无任何异物。
检查【chá】生产原【yuán】料是否符合质量要求;如原料质量合格,向料【liào】斗内加料【liào】,加满为止。验证【zhèng】螺杆的结构是否符【fú】合生【shēng】产工艺要求【qiú】。确认机筒内清洁、无任何异物后,安装过滤【lǜ】网【wǎng】、分【fèn】流板和成型模具。按【àn】原料塑化工【gōng】艺条件【jiàn】要求调整设定控【kòng】制【zhì】箱上自动控【kòng】制仪【yí】表温度【dù】。加热系统【tǒng】启动,机【jī】筒和【hé】模【mó】具加热升温。达到工艺要求温度时,恒定【dìng】加热1.5h以上【shàng】,以保证各部位温度均匀【yún】。手动【dòng】盘车V带轮部位,应转动灵活、轻松【sōng】,无【wú】阻滞现象。启动【dòng】润滑油泵,检查润滑油管【guǎn】路是否通畅【chàng】、润滑油【yóu】供应位置【zhì】是否【fǒu】准【zhǔn】确。
润滑油工【gōng】作【zuò】供应3min后,调整主电动机转速旋钮【niǔ】至零位;低速启动螺【luó】杆【gǎn】转动【dòng】主电动机【jī】工作【zuò】。同时【shí】观察【chá】主【zhǔ】电【diàn】动机电流【liú】表指【zhǐ】针摆动情况,应在规定负【fù】荷范围内。注意【yì】:螺杆空【kōng】运转时间越短越好,最长不应超过3min,以避免划伤螺杆【gǎn】和【hé】机筒。打开料斗喂【wèi】料闸板【bǎn】,要少而均匀、缓慢喂料。启动冷【lěng】却装置。开通冷却水供应系统。启动牵引装置。检【jiǎn】查从模具口【kǒu】挤出【chū】的【de】熔料塑化质【zhì】量,达到【dào】熔【róng】料完全塑化均匀时【shí】,安装定径套。如果从模【mó】具口挤出【chū】的管【guǎn】坯走【zǒu】向偏斜,要立即调整【zhěng】口模【mó】与芯棒间的间【jiān】隙。调整时,先松开【kāi】管坯壁【bì】薄侧【cè】的调节【jiē】螺钉,再紧管坯壁厚侧的【de】调节螺钉,直至管【guǎn】坯直线运【yùn】行出料。注意:在调整口模与芯棒间隙或观察熔料【liào】塑化质量时,操作【zuò】工不【bú】能正面【miàn】对着模具口,以防止有时熔料分解喷出烫伤操作者。
管坯挤出调【diào】节正常后,管坯引人【rén】定径套,人水【shuǐ】槽【cáo】,入【rù】牵引机,适当调节【jiē】牵引【yǐn】速度与管坯从模具口挤出速度匹配。切断【duàn】管制品,取样。检查管制【zhì】品质量及尺【chǐ】寸【cùn】应符合生【shēng】产规定的质量要求。检查管制品质量合【hé】格后【hòu】,设备工作运转声音【yīn】无【wú】异常,各电流负荷正常,可提高螺杆工作【zuò】转【zhuǎn】速至正常生产速【sù】度。挤出生产【chǎn】转入正常工【gōng】作后【hòu】,操作工应【yīng】经常【cháng】注意观察下列工【gōng】作【zuò】情【qíng】况:螺杆转动用【yòng】驱动电动机负荷电流是否正常,是否【fǒu】在【zài】额定值【zhí】范围内;各运动工作部【bù】位转动声音有无异常;各轴承【chéng】部位【wèi】温升【shēng】是【shì】否【fǒu】正常,最高温升【shēng】不应超55℃;润滑油、冷却水管路【lù】有无泄【xiè】漏,工作流动压力是否在【zài】规定值内。工作中【zhōng】遇到突然停电【diàn】或异常事故时,应紧急停车,把各转【zhuǎn】速调节旋钮调【diào】至零位。


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@plcyuncontrol.com 网址:www.plcyuncontrol.com |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |